Download original article in Chinese language
The German version of this article was published in Eisenbahntechnische Rundschau (ETR), issue May 2019 and was written by our authors:
Daniela Pfeuffer, Head of Marketing
Thomas Weberbauer, Technical Director
Thomas Dörfler, Head of Moldmaking
Bernhard Ganter, Team Leader Business Unit Railway
For more than fifty years Wirthwein has been producing plastic components by injection-molding, among others some 3,000 rail products. Design and construction, moldmaking, and series production from one source.
“Rail components are the only articles in our product portfolio the optics of which look simple”, says Thomas Weberbauer, Technical Director of Wirthwein AG. Wirthwein AG produces injection-molded plastic components for altogether five business units.
Apart from the railway industry, the company also produces parts for the automotive, electrical, home appliances, and medical technology industries. “Actually, as regards their design our railway products cannot be called plastic parts”, continues Weberbauer ”as their geometry and partly extreme wall thickness take all academic doctrines ad absurdum.” Yet for more than fifty years Wirthwein has proved that it is nevertheless possible to produce not only dowels but also angled guide plates, intermediate pads, sleeper pads, and cable ducts by plastic injection molding.
It all began exactly seventy years ago when company founder Walter Wirthwein started to produce wooden pegs in Creglingen, Baden-Wurttemberg to repair wooden sleepers. At present, 22 companies with 3,650 employees do business under the roof of the Wirthwein-Group, whereas the plants in Creglingen, Brandenburg and Kunshan/China have specialized on the production of plastic components for rail superstructure. Yet also the plant in New Bern, North Carolina/USA manufactures parts for rail fastening by injection-molding.
The special thing about the railway business unit is that all injection molds are manufactured in-house at the headquarters in Creglingen. “Our innovative mold technology is a guarantor for customized economic solutions“, explains Thomas Dörfler, Head of Moldmaking for more than a decade. “Yet we also need the know-how of our colleagues from design and construction before we are able to manufacture an injection mold“, says Dörfler, who sees the physical proximity of moldmaking and design/construction as a key benefit: “We are just 20m apart from each other which allows for an extensive exchange of expertise.”
Design & Construction
“In design and construction we focus on three parameters: product, process and material“, says Thomas Weberbauer. “Even in the case of well-known geometries and tool concepts for serial parts we permanently check new technologies that could provide potential. When designing a new generation of molds for our serial parts, we have to make use of all options for improvements and clarify the economic advantage and also what is technically feasible“.
To do so, the design and construction department of Wirthwein AG applies state-of-the-art technologies, such as additive production processes. “The 3-D printing of inserts gives our company new creative impulses“, explains Weberbauer, who sees further advantages: “Customers can check the functionality of their components in the condition after assembly or can touch the part in coordination meetings, which all helps to reduce the time-to-market”.
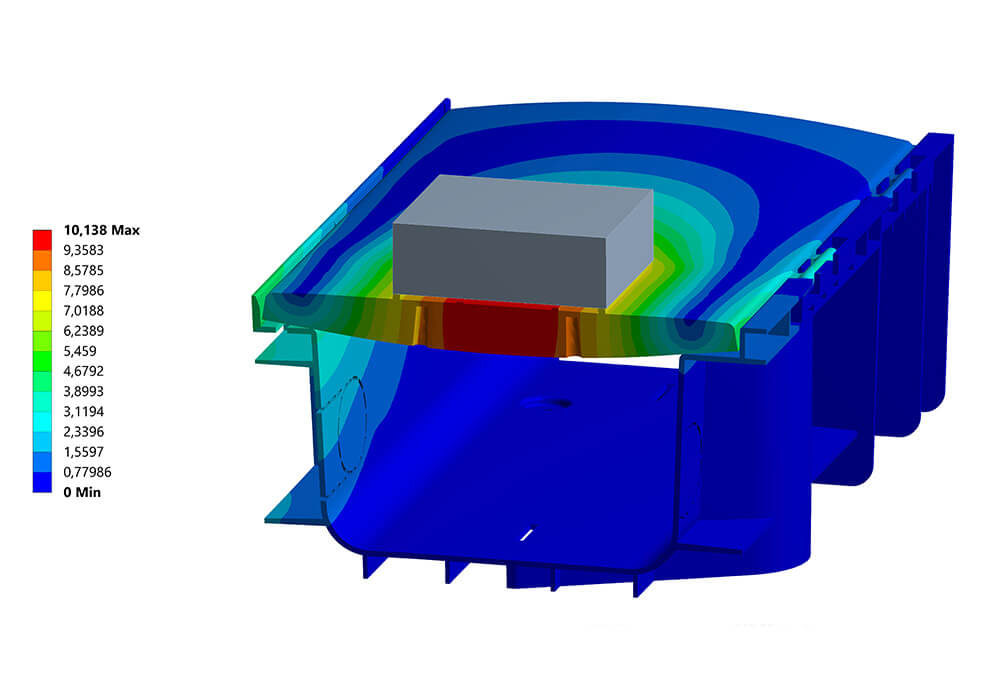
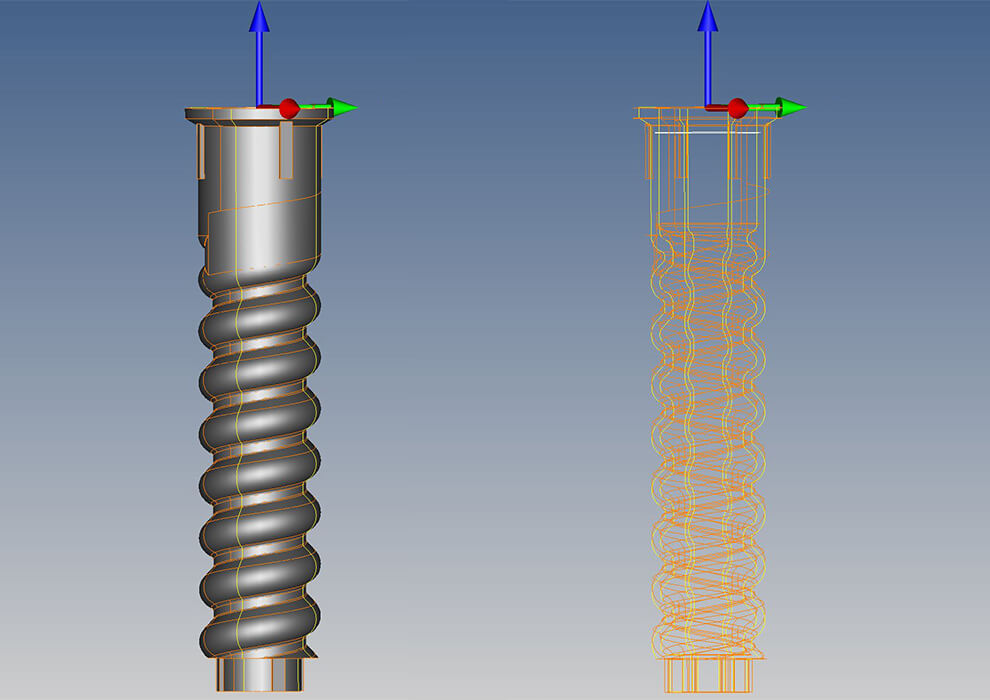
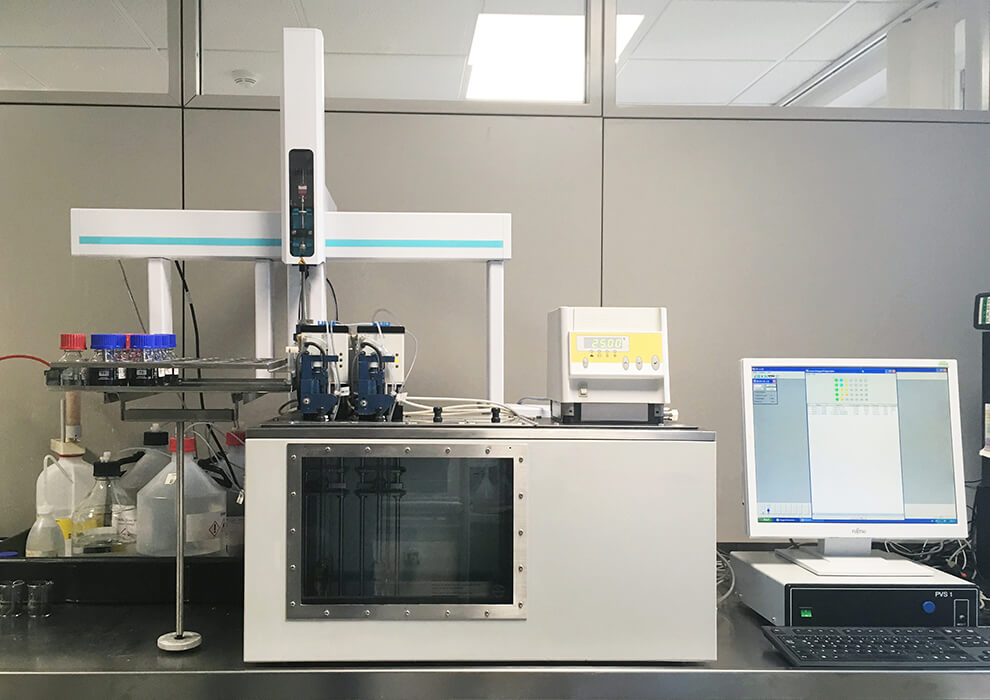
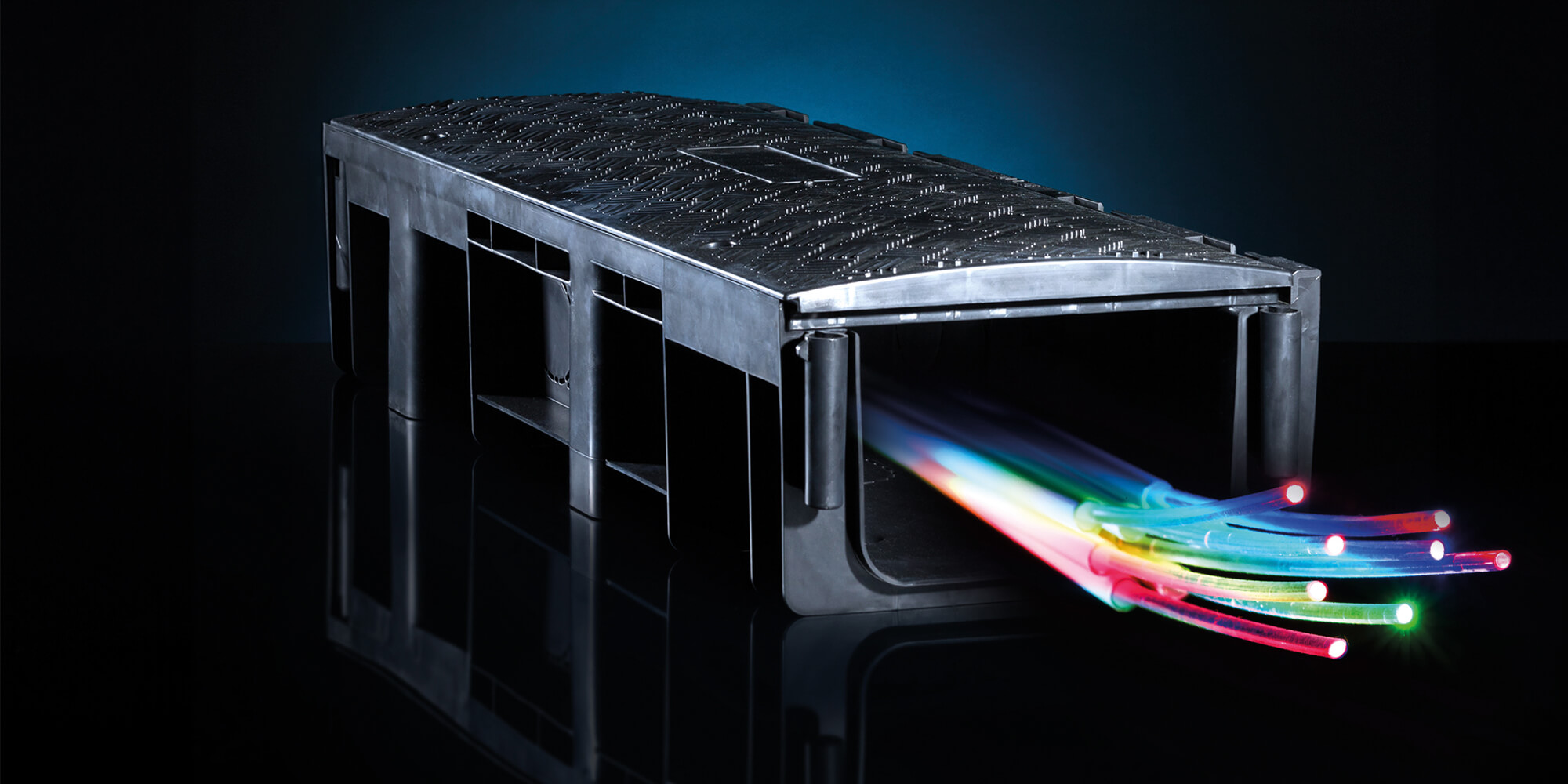
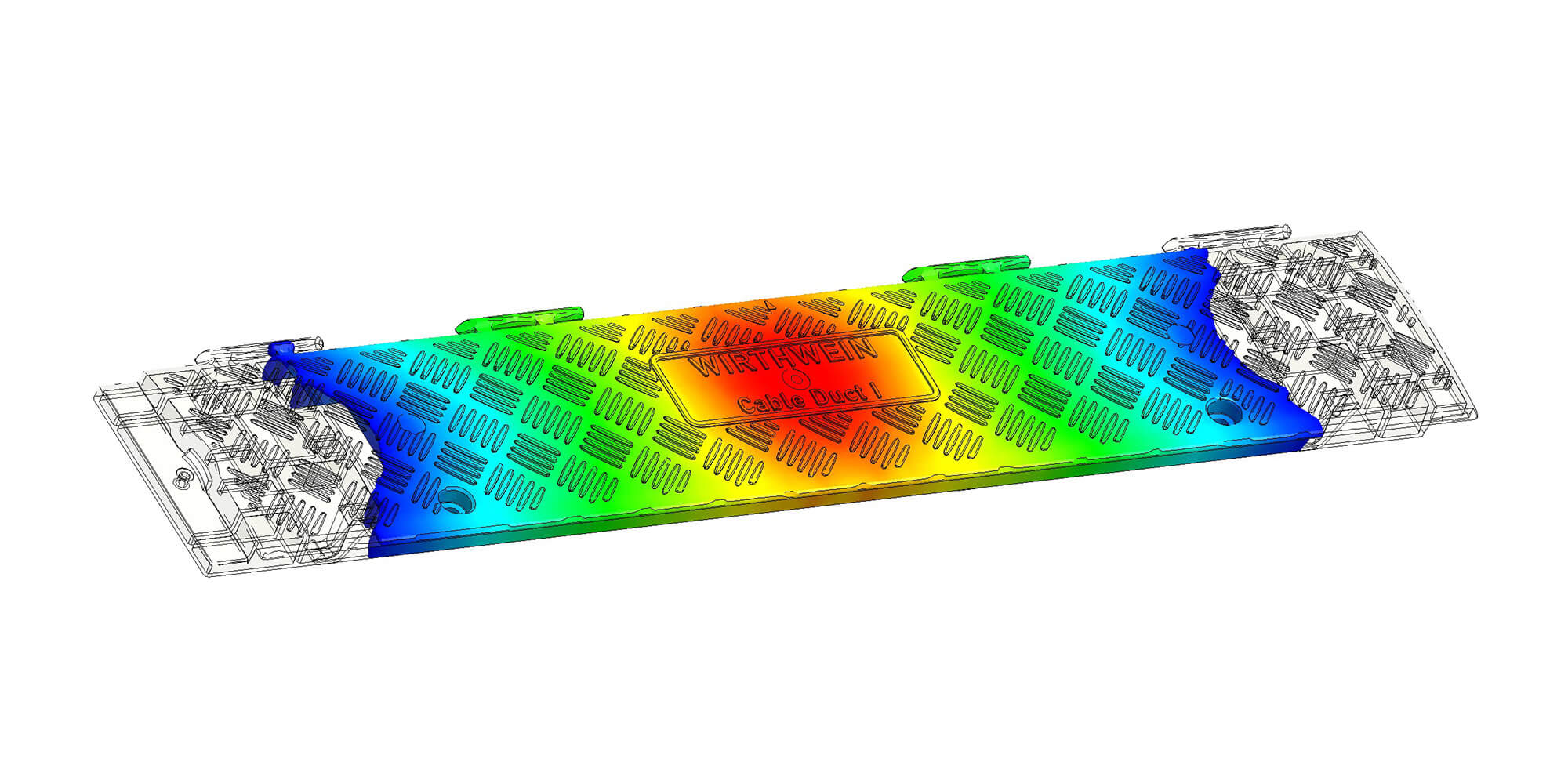
Other technologies which Wirthwein applies in component design and construction are mold-flow calculations, which help to optimize injection points. “By means of these filling simulations we substantially contribute to optimize processes“, says Head of Design and Construction Harald Eisen. Another software program helps to determine the strength: “By means of the finite-element method created by Ansys we are able to apply pressure to a component to find out at what pressure the plastic part breaks at which point“. Thus the team of developers around Harald Eisen is able to gain meaningful data regarding strength and can influence the structural mechanics. These and other design methods were considered in the newly developed cable duct, the spring stiffness and insulation effect of which was also puzzled out by Wirthwein.
“Our development work does not only focus on designing the perfect component but also on the perfect technical design of the injection mold to reduce iteration loops”, explains Technical Director Thomas Weberbauer. Wirthwein also aims at consuming as little material as possible. “We managed to achieve this target with our new cable duct which is one of the cutting-edge solutions on the market as it is thin-walled whilst maintaining optimum strength and stability”, explains Bernhard Ganter from the railway business unit team. “Polypropylene stands for low component weight with excellent physical properties. We can save material and therefore make an important contribution to protect our environment“, says Ganter who in terms of marketing and sales focuses on price optimization and economic feasibility for customers, of course.
Moldmaking
“As a matter of fact, we put a lot of know-how in the development of components and processes as well as in the design of injection molds and the choice of material, which is why the owner family Wirthwein has clearly claimed that we want to keep this knowledge exclusively for ourselves“, says Technical Director Thomas Weberbauer. In other words: Wirthwein manufactures all injection molds for the railway business unit in-house to avoid their long-term know-how being transferred. The team of around 40 toolmakers at the plant in Creglingen falls back on state-of-the-art machine technology: turning, milling, eroding, wire cutting, grinding – all machines are operated by trained and skilled staff who manufacture injection molds with optimized cycle times and up to 16 cavities which – depending on the processed material – are specially protected against abrasive wear. All injection molds are brought to perfection at the headquarters in Creglingen where the latest injection molding machines stand next door to carry out mold trials on. Thereupon the molds are delivered to the Wirthwein plants around the world for series production. “Also the moldmaking department of Wirthwein leaves a global footprint“, explains Thomas Weberbauer “as we have to set quality-relevant parameters already when selecting the steel we use for on-site production in China where the humidity is much higher“.
“Our air-conditioned measuring room in moldmaking gives us another competitive edge in quality as regards the manufacturing of injection molds. There we do tactile measurements on the mold inserts directly after production and can therefore do the dimensional accuracy check immediately“, explains Head of Moldmaking Thomas Dörfler. “Another key factor of this measurement is that we save tool preparation time“, says Dörfler. There is only a small time frame of a few weeks from customer inquiry to delivery of the finished products.
Series production
For more than fifty years Wirthwein has been producing plastic injection molds with three-digit million production quantities for several business units. “Products of the railway business unit are delivered to virtually all rail companies in Europe and around the world”, explains Bernhard Ganter, who has been working with Wirthwein in Creglingen for more than thirty years.
The product portfolio is incredibly diverse and turns Wirthwein into a global market leader: more than 3,000 rail products have proved their worth for decades in the initial equipment of tracks, track restoration, and maintenance.
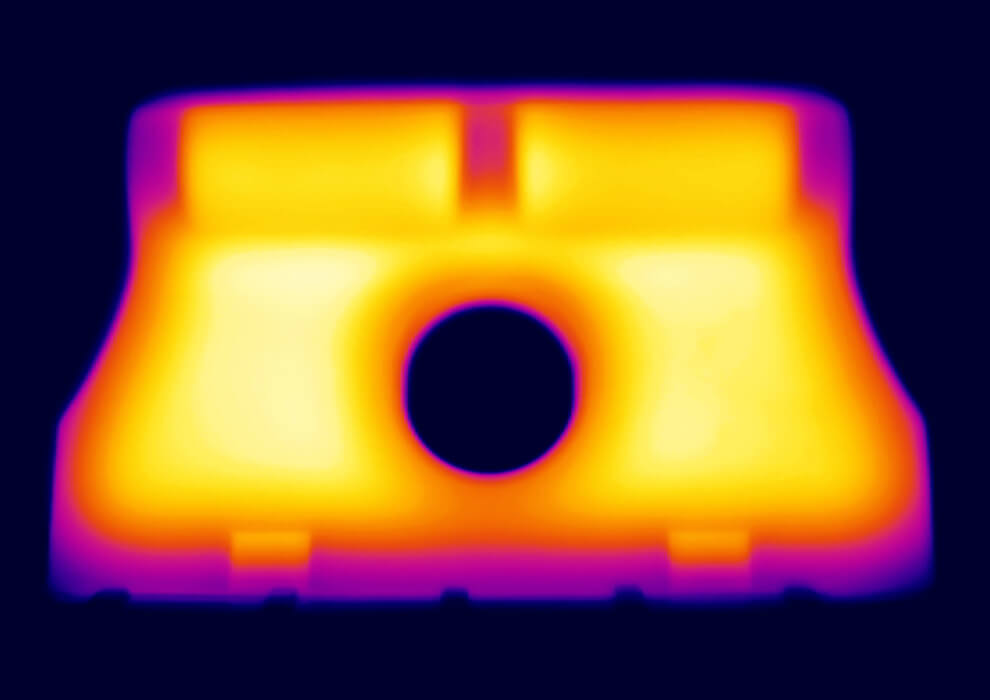
”Our great asset is the close communication of quality assurance, moldmaking and injection molding“, says Head of Business Unit Railway Bernhard Ganter “as time and again it becomes necessary to modify different parameters and processes to adhere to tolerances“. Wirthwein promises this quality worldwide. After all, their rail components are built in many international tracks. The company also focuses on high-speed lines, not only as regards the production of safety-relevant parts for high-speed lines but also the process chain. Needless to say that thereby the company applies state-of-the-art technologies. Among others, they use infrared cameras to optimize cycle times.
Global logistics to supply construction sites or sleeper factories directly is also challenging as every now and then international political developments have to be taken into consideration. Inventories based on decades of experience ensure safety and readiness.
Quality assurance
“Quality assurance is of utmost importance when we produce safety-relevant railway components”, explains Quality Planner Rainer Walch. The QA teams around the world accompany the entire process chain from receipt of goods to dispatch of finished products whereas the entire range of relevant methods is applied: “Already when receiving the goods we check them thoroughly”, says Rainer Walch. “Thereby we also consider the climate zones where the finished products will be applied as they place different requirements to the processed raw material“.
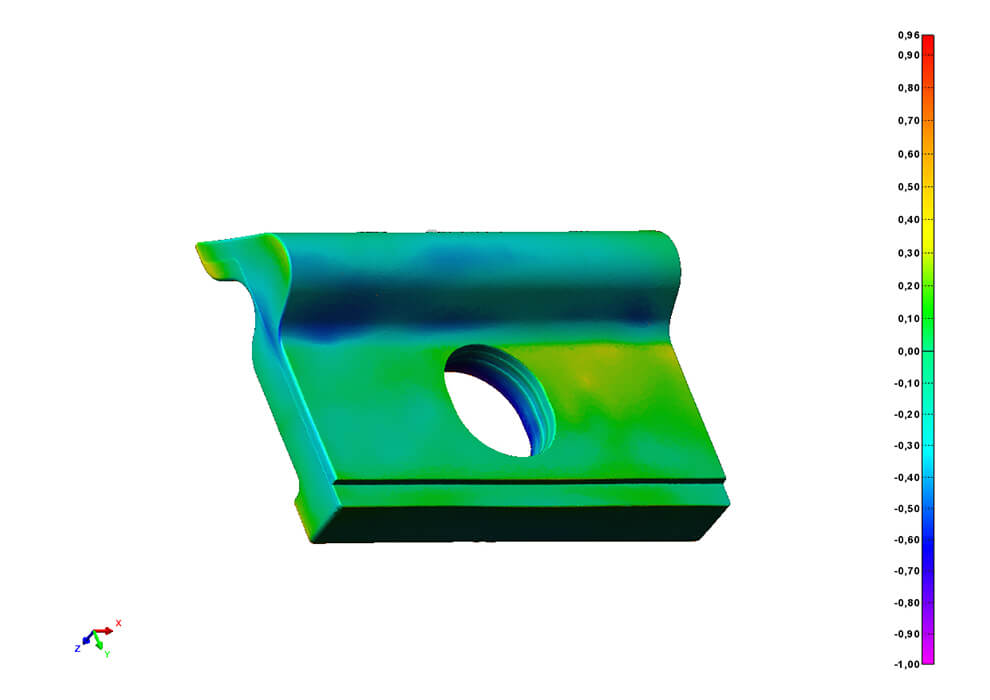
Quality assistants determine the quality of the manufactured articles the tolerance range of which is very narrow. “In order to prove the degradation of polymer chains we check the solution viscosity before and after production“, explains Walch, whose team is also responsible for impact tests after injection molding to determine the mechanical properties of the molded parts. Dimensional, surface and material inspections are carried through on the finished products by means of state-of-the-art technologies, such as a scanning measuring method which comes into play during the dimensional inspection of components or also a measuring microscope to determine the surface roughness.
“Our high-quality work meets the rules and regulations of Deutsche Bahn AG”, confirms the quality manager. “All the approvals, audits, and certificates we get confirm our very high manufacturing standards“.
After-sales service
“We have manufactured injection molds for all of our approximately 3,000 different railway articles”, says Technical Director Thomas Weberbauer. Wirthwein provides some 400 different mold frames for injection molds which the respective inserts of the plastic parts to be manufactured are assembled in.
“For our customers this means that, for instance, products which we manufactured some thirty years ago can still be reordered“, says Head of Railway Bernhard Ganter. ”A great service to react on the durability of railway products.” Due to its technical equipment Wirthwein is also able to execute small orders to restore old tracks. A matter of course for Head of Moldmaking Thomas Dörfler: “We have to ensure premium quality of our rail molds to be able to ensure a long service life“.