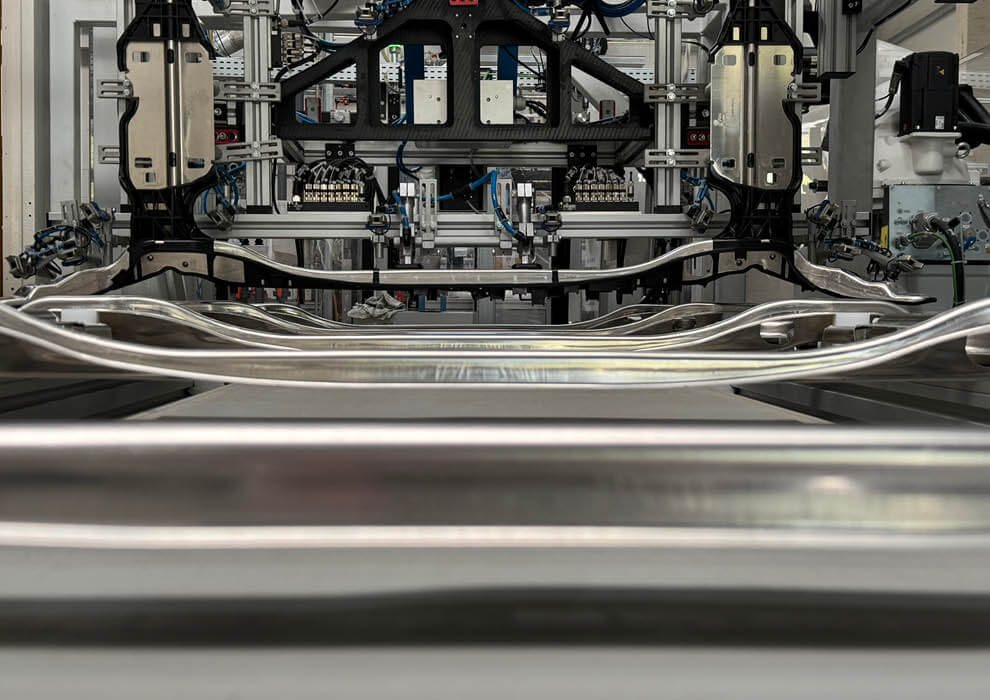
“The plastic mounting bracket is a key component in the front end,” explains Stefan Lang, “almost all components in the frontend area are mounted on it, such as headlights, cooling units, antennas, locks, radiator pipework and electrical wiring harnesses.” Of the 6 kg module weight, 4.5 kg is accounted for by polyamide, which corresponds to the shot weight in the single-cavity mould. In the multifunctional brackets, which are also included in the project scope, the closed fins facilitate engine warm-up after a cold start. During continuous operation at normal engine temperature, they open to improve airflow through the cooling system. This means that the smaller engines have controllable fins, whereas larger models do not. The various models together account for around 220,000 vehicles annually, spread across two volume models. There are two variants with adapted flap control and an additional flap-free sports version with approximately 12,000 vehicles per year.
“Thanks to the reinforcement provided by metal insert plates, the module can also support the airbag sensor. On the one hand, the bumper is hooked into and bolted to the module; furthermore, the gap between the bonnet and the bumper is adjusted by four additional adjustment elements,” explains Stefan Lang in detail, “because even in the event of an oblique impact, the metal parts transfer the force to the airbag sensor.” Until now, Wirthwein has been primarily active in the development and manufacture of interior components, mainly window frame trims. Although hybrid technology using overmoulded sheet metal inserts has a longer history at the Cregling-based company, it has so far only been used for smaller components – the dimensions and production volumes of the plastic mounting bracket are new.
In line with the strategic direction
“From an application perspective, the mounting bracket is a strategic component because, in addition to the fan and the bezels – both of which we have been developing and manufacturing for some time – we can add further add-on parts and take many steps towards creating a complete front module,” says Thomas Kraus, Chief Sales Officer, explaining the project: “Plastic fans and ventilation modules – even in significantly larger sizes – are nothing out of the ordinary forus. At Wirthwein, we have established these within the strategic application of thermal management. Whether the fan is in motionor stationary is of secondary importance. As is well known, Wirthwein also serves many industrial customers with its expertise in ventilation technology. In this respect, ventilation technology is generally of strategic importance to us. Airflow management – in other words, everything to do with airflows in vehicles, and the heating and air conditioning of data centres as well as industrial or residential buildings – is a key component of our strategy, which we refined in 2022 and relaunched in 2023.”
Thomas Kraus sees the second positive aspect in the design of the component and in the manufacturing technology: “On the one hand, hybrid technology is very important to us from a technical perspective as a complement to what we are currently capable of, enabling us to offer as broad a portfolio of manufacturing processes as possible,” he emphasises, “on the other hand, there aren’t many suppliers for components of this size who can actually manufacture them and manage the process steps. In this respect, the component fits perfectly into our strategy. As a group of companies focused on in jection moulding, with injection moulding machines ranging from 3,500 to 24,000 kN, we can offer automotive suppliers and industrial customers small to medium-sized components.”
System integrator of the entire development
“There is certainly a good reason why the two brackets for the production models were placed with Wirthwein, even though we have only a short history in this technology,” Harald Eisen is convinced, “but the OEM chose us because, on the one hand, they trust us to handle the technological development of these complex components, and on the other hand, because our capabilities also allow us to handle series production.”
As is customary in vehicle manufacturing, the OEM had originally commissioned an initial development from a major development service provider. Following completion of the first concept development phase for the plastic mounting brackets and multifunctional brackets, Wirthwein took over the project in its entirety. “After the contract was awarded, we adapted the existing data, built all further steps upon it and further developed the module carriers,” reports Harald Eisen, “our development partner has played an important role at the OEM in engine technology and cooling technology for years – we have jointly further developed this major project and successfully industrialised it.”
Focus on manufacturability, automation, packaging and assembly
A major challenge during development was designing the interfaces for securing components from other suppliers and incorporating these into the injection mould for the mounting bracket, without introducing unnecessary complexity – such as having to include too many sliders. During the ongoing process, changes to the fastenings of the attached components also had to be incorporated time and again.
“We held weekly design meetings – with the component manager responsible for the entire front-end of the OEM and all suppliers.During these meetings, necessary changes were discussed, clearances between static and dynamic components were checked,responsibilities were clarified, the data status was reconciled and milestones were updated,” recalls Harald Eisen.
In addition to ensuring that any changes could be realised in terms of tooling, it was also essential to maintain the manufacturability of the brackets – that is to say, the automation processes involving removal, handling and packaging within the load carrier – as well as the ease of assembly at the module manufacturer’s site. From the initial concept through to the “design freeze”, Wirthwein had to respond to changes made by other suppliers through several rounds of modifications to the steel components. Moreover, each iteration usually involved several different changes occurring simultaneously. “But that’s perfectly normal when making changes to components close to the engine,” explains Stefan Lang.
Numerous simulation calculations accompanied the development, as the results of the structural analyses, for example, have far-reaching implications: “They affect everything from the extent of damage to the radiator or the frame in the event of an accident right through to the vehicle’s insurance rating,” explains Stefan Lang. The fully designed injection moulding tools were manufactured in Germany.
Fully automated overmoulding of a sheet metal insert to produce the finished bracket
In terms of process technology, the hybrid technology at Wirthwein is designed as the overmoulding of a sheet metal insert. The standard overmoulding material is PA6GF30 or PP-GF30. For the heavier and more powerful engines, the project partners selected PA6-CF20 to achieve greater strength and stiffness, whilst still maintaining a certain degree of mechanical elasticity. The use of carbon fibres instead of glass fibres simultaneously reduced the density of the polyamide compound by just under 10 %. During overmoulding, the polyamide mechanically interlocks with the metal. To reinforce the mechanical bond, openings are provided at several points in the sheet metal.
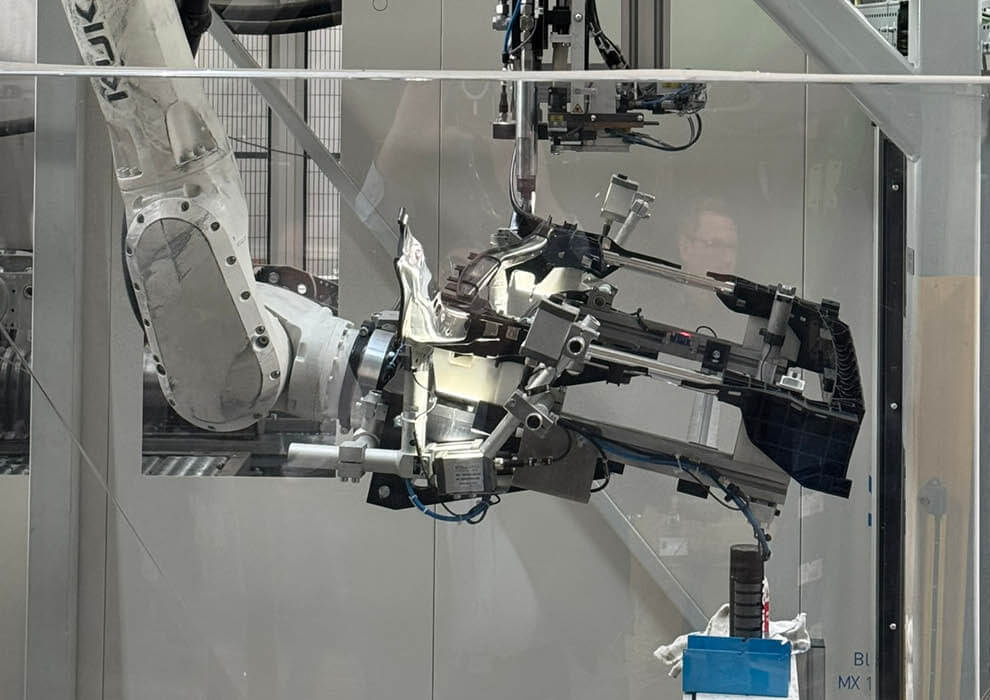
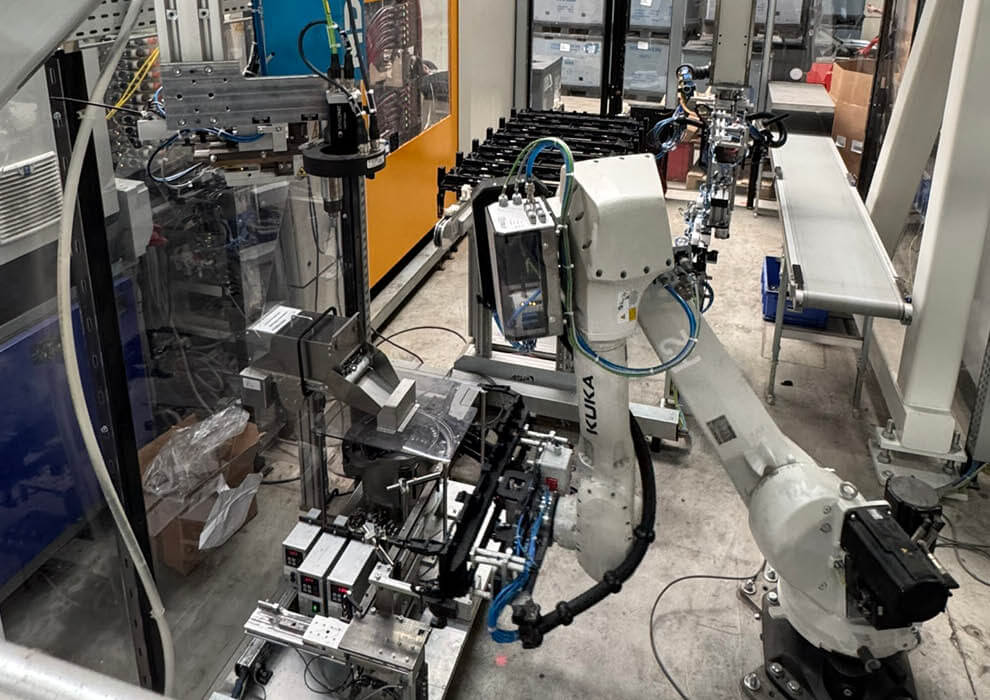
The automation was planned in Creglingen, presented in a rough concept and discussed in detail with several automation experts who already had experience with hybrid technology. The aluminium sheet metal parts – namely the so-called upper webs and two vertical plates – are sourced from a German supplier. For process monitoring during the injection moulding itself, Wirthwein relies on monitoring the internal mould pressure during overmoulding. In addition to this monitoring, cameras perform visual checks to ensure that the grippers are holding all the sheets and that all critical points of the bracket, such as hooks and latches, have been fully moulded, all necessary cutouts are present, and no pins have broken off. With the aid of a six-axis robot, blind rivets are set in the production cell after the injection moulding process for subsequent attachment to the car body.
No human intervention is required between the manual transfer of the sheet metal parts from a load carrier into the injection moulding cell and the loading of the filled load carriers with finished parts onto the lorry: Picking up, aligning, inserting, overmoulding, pressing in, inspecting and placing in the load carrier are fully automated. “An operator removes the sheet metal parts from a delivered transport container, places them on a conveyor line and then simply removes the fully loaded transport rack,” explains Frank Bensing, “otherwise we no longer carry out any manual work on the component.”
Minimised effort and space requirements for logistics
The multifunctional holders are packed in to standard load carriers with inlays. The inlay compartments are specially designed for plastic mounting brackets and can accommodate both product variants – with and with out slats – for each of the two model series.
The transport systems for the plastic mounting brackets are standardised on the outside and designed on the inside to accommodate as many components as possible. After unloading at the module supplier’s site, they can be folded up and take up significantly less space in the lorry on the return journey, which contributes to the component’s CO2 footprint.
To manufacture the components, Wirthwein has built its own hall at the Creglingen site and equipped it with a 16,000-kN and an 8,000-kN injection moulding machine – the larger one for the plastic mounting bracket, the smaller one for the cooling air inlet, including the corresponding fully automated assembly line. Series production has been underway since November 2024.
Text: Dipl.-Ing. Markus Lüling, Chefredakteur K-PROFI