„Der Kunststoff-Montageträger ist ein zentrales Bauteil im Frontend“, erklärt Stefan Lang, „fast alle Komponenten im Frontend-Bereich werden daran montiert, wie Scheinwerfer, Kühlpakete, Antennen, Schlösser, Verrohrungen für den Kühler oder Kabelstränge der Elektrik.“ Von 6 kg Modulgewicht entfallen 4,5 kg auf Polyamid, das im Einfach-Werkzeug dem Schussgewicht entspricht. Bei den ebenfalls im Projektumfang enthaltenen Multifunktions-trägern erleichtern die geschlossenen Lamellen die Erwärmung des Motors nach dem Kaltstart. Im Dauerbetrieb mit der regulären Motorentemperatur öffnen sie, um die Luftbeladung des Kühlsystems zu verbessern. Damit haben die kleineren Motoren steuerbare Lamellen, größere Modelle nicht. Die verschiedenen Modelle zusammen machen rund 220.000 Fahrzeuge jährlich aus, verteilt auf zwei Volumenmodelle. Dabei gibt es zwei Varianten mit angepasster Klappensteuerung und eine zusätzliche klappenfreie Sport-ausführung mit ungefähr 12.000 Fahrzeugen pro Jahr.
„Dank der Versteifung durch Metalleinlegebleche, kann das Modul auch den Airbag-Sensor tragen. In das Modul ist einerseits der Stoßfänger eingehängt und verschraubt, zudem wird das Spaltmaß zwischen Motorhaube und Stoßfänger durch vier zusätzliche Einstell-Elemente justiert“, geht Stefan Lang ins Detail, „denn auch bei einem schrägen Aufprall übertragen die Metallteile die Kraft auf den Airbag-Sensor.“ Bisher war Wirthwein überwiegend bei der Entwicklung und Herstellung von Interieur-Komponenten aktiv, im Wesentlichen bei Fensterrahmenverkleidungen. Die Hybridtechnik mit umspritzten Blecheinlegern hat bei den Creglingern zwar eine längere Historie, allerdings bislang nur bei kleineren Bauteilen – Dimension und Stückzahlen des Kunststoff-Montageträgers sind neu.
Im Einklang mit der strategischen Ausrichtung
„Von der Anwendung her ist der Montageträger ein strategisches Bauteil, weil wir neben dem Lüfter und den Zargen, die wir beide schon seit längerer Zeit entwickeln und herstellen, weitere Anbauteile ergänzen und viele Schritte in Richtung eines ganzen Frontmoduls beitragen können“, ordnet Vertriebsvorstand Thomas Kraus das Projekt ein: „Lüfter und Lüftungsmodule aus Kunststoff – auch in deutlich größeren Dimensionen – sind nichts Außergewöhnliches für uns. Diese haben wir bei Wirthwein in der strategischen Applikation Thermomanagement verankert. Ob der Lüfter fährt oder ob er stationär arbeitet, ist nachrangig. Bekanntermaßen ist Wirthwein mit seiner Kompetenz in der Lüftungstechnik auch für viele Industriekunden unterwegs. Insofern ist die Lüftungstechnik im Allgemeinen für uns strategisch bedeutsam. Airflow-Management, also alles, was mit Luftströmungen am Fahrzeug, der Heizung und Klimatisierung von Datencentern sowie Industrie- oder Wohngebäuden zu tun hat, ist ein wichtiger Bestandteil in unserer Strategie, die wir im Jahr 2022 nachgeschärft und 2023 neu ausgerollt haben.“
Den zweiten positiven Aspekt sieht Thomas Kraus in der Konstruktion des Bauteils und in der Fertigungstechnologie: „Einerseits ist die Hybridtechnik für uns aus technischer Sicht sehr wichtig als Ergänzung zu dem, was wir heute können, um auch ein möglichst breites Portfolio von Fertigungsverfahren anbieten zu können“, streicht er heraus, „andererseits gibt es für Bauteile dieser Größe nicht so viele Anbieter, die diese auch fertigen und zwischen den Prozessschritten steuern können. Insofern zahlt das Bauteil voll in unsere Strategie ein. Als spritzgießtechnisch fokussierte Unternehmensgruppe mit Spritzgießmaschinen zwischen 3.500 bis 24.000 kN können wir Automobilzulieferern und Industriekunden kleine bis mittelgroße Bauteile anbieten.“
Systemintegrator der gesamten Entwicklung
„Die beiden Träger der Volumenmodelle sind mit Sicherheit nicht ohne Grund bei Wirthwein platziert worden, auch wenn wir in dieser Technologie erst eine kurze Vergangenheit haben“, ist Harald Eisen überzeugt, „aber der OEM hat sich für uns entschieden, weil er uns auf der einen Seite die Entwicklung dieser komplexen Bauteile technologisch zutraut, und auf der anderen Seite, weil wir mit unseren Möglichkeiten auch die Serienfertigung darstellen können.“
Wie im Fahrzeugbau üblich, hatte der OEM zunächst eine Erstentwicklung bei einem großen Entwicklungsdienstleister beauftragt. Nach Abschluss der ersten Konzeptentwicklungsphase der Kunststoffmontageträger und Multifunktionsträger, hat Wirthwein das Projekt vollumfänglich übernommen. „Nach der Auftragserteilung haben wir den Datenstand adaptiert, darauf alle weiteren Schritte aufgebaut und die Modulträger weiterentwickelt“, berichtet Harald Eisen, „unser Entwicklungspartner spielt beim OEM in der Motorentechnik und in der Kühltechnik seit Jahren eine wichtige Rolle- wir haben dieses große Projekt gemeinsam weiterentwickelt und erfolgreich industrialisiert.“
Herstellbarkeit, Automatisierung, Verpackung und Montierbarkeit im Fokus
Als große Herausforderung in der Entwicklung erwies sich die Gestaltung der Schnittstellen zur Befestigung der Komponenten von anderen Zulieferern und deren Abbildung im Spritzgießwerkzeug für den Montageträger, ohne unnötige Komplexität zum Beispiel über zu viele Schieber einplanen zu müssen. Im laufenden Verfahren mussten immer wieder auch Änderungen an Befestigungen der Anbaukomponenten abgebildet werden.
„Wir haben wöchentlich eine Konstruktionsrunde abgehalten – mit dem Bauteilverantwortlichen für das komplette Frontend des OEM und allen Lieferanten. Dabei wurden notwendige Änderungen diskutiert, Abstände zwischen statischen und dynamischen Bauteilen geprüft, Verantwortlichkeiten besprochen, der Datenstand abgeglichen und Meilensteine aktualisiert“, blickt Harald Eisen zurück.
Neben der werkzeugtechnischen Darstellbarkeit etwaiger Änderungen mussten immer auch die Herstellbarkeit der Träger, sprich: die Automatisierung mit Entnahme, Handling und Verpackung im Ladungsträger und auch die Montierbarkeit beim Modulhersteller erhalten bleiben. Vom Erstkonzept bis zum „Design Freeze“ musste Wirthwein in mehreren Änderungsschleifen im Stahl auf Änderungen anderer Zulieferer reagieren. Pro Schleife waren es zudem meist unterschiedliche Änderungen gleichzeitig. „Bei Änderungen an motornahen Komponenten ist das aber vollkommen normal“, ordnet Stefan Lang ein.
Zahlreiche Simulationsrechnungen begleiteten die Entwicklung, denn etwa die Ergebnisse der Strukturanalysen sind weitreichend: „Sie wirken sich über die bei einem Unfall denkbaren Schadensumfänge am Kühler oder der Zarge aus, bis hinein in die Versicherungseinstufung des Fahrzeugs,“ erklärt Stefan Lang. Die fertig konstruierten Spritzgießwerkzeuge wurden in Deutschland gebaut.
Vollautomatisches Umspritzen eines Blecheinlegers zum fertigen Träger
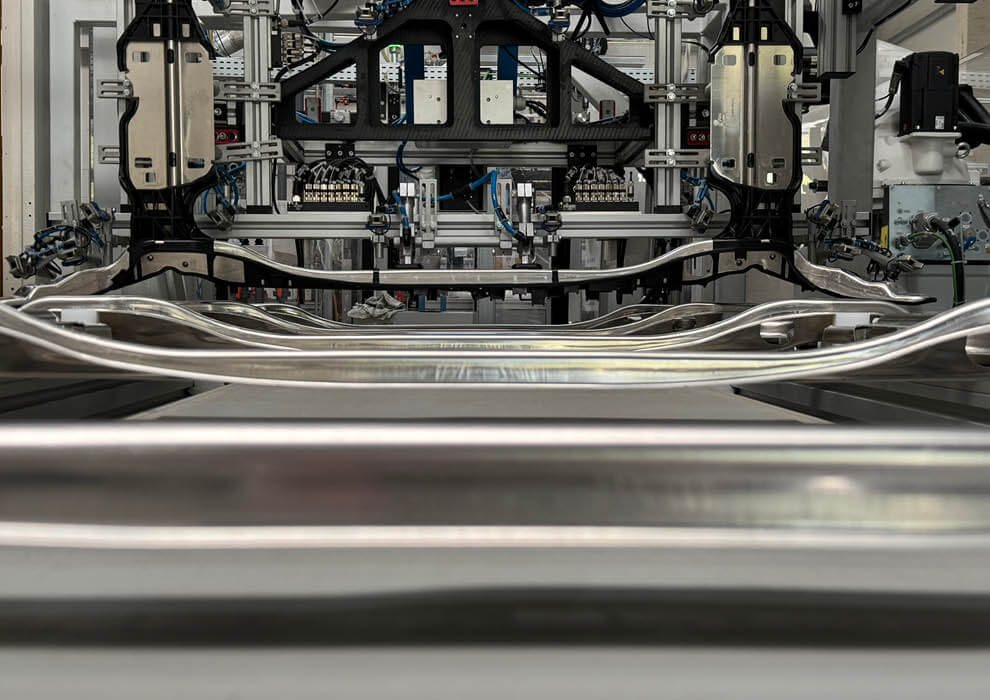
Verfahrenstechnisch ist die Hybridtechnik bei Wirthwein als Umspritzen eines Blecheinlegers ausgelegt. Das gewöhnliche Umspritzmaterial ist PA6-GF30 oder PP-GF-30. Für die schwereren und stärkeren Motoren wählten die Projektpartner ein PA6-CF20, um mehr Festigkeit und Steifigkeit, aber doch eine gewisse mechanische Elastizität zu erzielen. Kohle- statt Glasfasern senkten die Dichte des Polyamid-Compounds zugleich um knapp 10 %. Beim Umspritzen verkrallt sich das Polyamid mechanisch mit dem Metall. Um die mechanische Verbindung zu verstärken, sind an mehreren Stellen im Blech Durchbrüche vorgesehen.
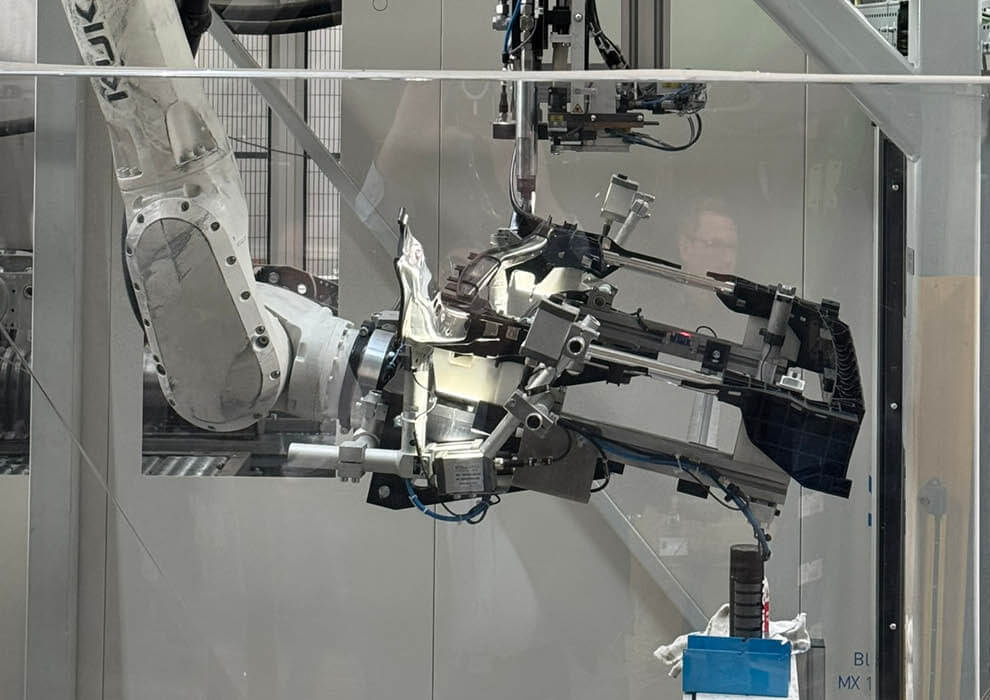
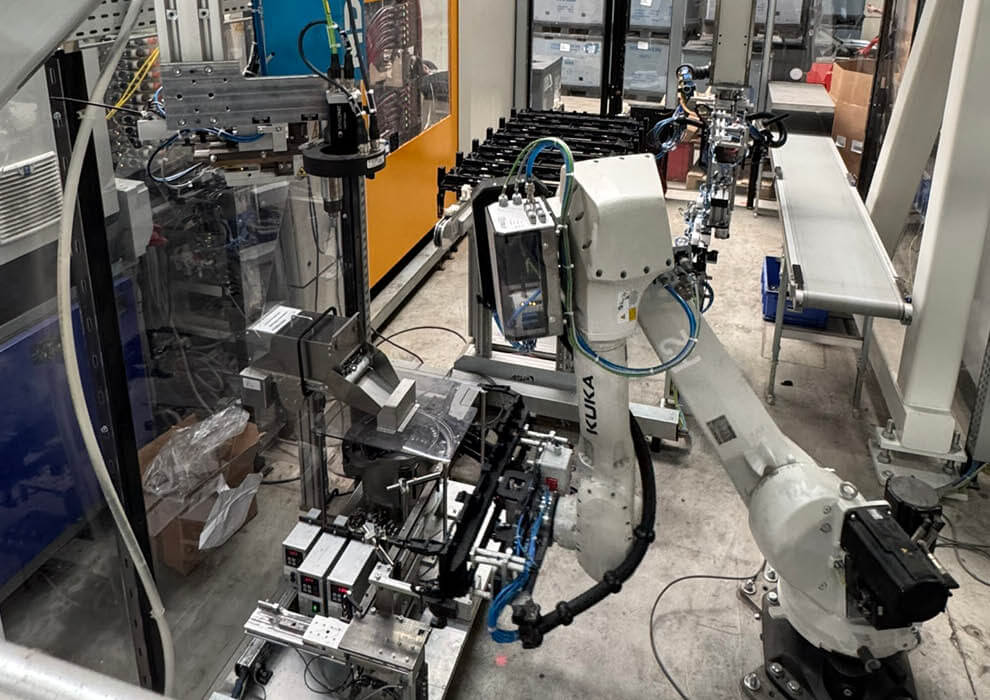
Die Automatisierung wurde in Creglingen projektiert, in einem Grobkonzept dargestellt und mit mehreren Automatisierungsexperten, die bereits Erfahrung mit Hybridtechnik vorweisen konnten, im Detail diskutiert. Die Aluminium-Blechteile, das sind die sogenannten Obergurte sowie zwei Vertikalbleche, werden von einem deutschen Lieferanten bezogen. Zur Prozessüberwachung beim Spritzgießen selbst setzt Wirthwein beim Überspritzen auf die Überwachung des Werkzeuginnendrucks. Neben dieser Überwachung prüfen Kameras optisch in Vollständigkeitskontrollen, ob die Greifer alle Bleche tragen und ob alle kritischen Stellen des Trägers wie Häkchen und Schnapper vollständig ausgespritzt, alle notwendigen Durchbrüche vorhanden sind und kein Stift abgebrochen ist. Mit Hilfe eines Sechs-Achs-Roboters werden nach dem Spritzgießprozess in der Fertigungszelle Blindnieten für die spätere Verbindung zur Karosserie gesetzt.
Zwischen der händischen Vorlage der Blechteile aus einem Ladungsträger in die Spritzgießzelle und dem Verladen der befüllten Ladungsträger mit Fertigteilen in den Lkw braucht es keinen Personalkontakt: Aufnehmen, Ausrichten, Einlegen, Umspritzen, Einpressen, Prüfen und Platzieren im Ladungsträger sind komplett automatisiert. „Ein Werker entnimmt die Blechteile aus einem angelieferten Transportbehälter, legt sie auf eine Förderstrecke auf und entnimmt nur noch das fertig beladene Transportgestell“, erklärt Frank Bensing, „sonst machen wir am Bauteil händisch nichts mehr.
Minimierter Aufwand und Raumbedarf für die Logistik
Verpackt werden die Multifunktionshalter in Standardladungsträger mit Inlays. Die Aufnahmen des Inlays sind speziell für Kunststoff-Montageträger entwickelt und können beide Produktvarianten – mit und ohne Lamellen – für jeweils beide Modellreihen aufnehmen.
Die Transportsysteme für die Kunststoffmontageträger sind außen standardisiert und innen so gestaltet, dass möglichst viele Bauteile hineinpassen. Nach dem Entladen beim Modullieferanten lassen sie sich zusammenklappen und nehmen auf dem Rückweg deutlich weniger Platz im Lkw ein, was auf den CO2-footprint des Bauteils einzahlt.
Für die Fertigung der Umfänge hat Wirthwein am Standort Creglingen eine eigene Halle errichtet und mit einer 16.000-kN- und einer 8.000-kN-Spritzgießmaschine bestückt – die große für den Kunststoffmontageträger, die kleinere für den Kühllufteinlass auch mit entsprechendem vollautomatisiertem Montageumfang. Seit November 2024 läuft die Serienproduktion.
Text: Dipl.-Ing. Markus Lüling, Chefredakteur K-PROFI